
Drawing and Extrusion
Drawing-
Generally drawing is cold forming process it consists of a die and Punch and deals to produce shape and size having some depth or another word we can say that the drawing is a process to produce of container.

Applications
- It is used in aircraft, Automotive parts
- It is applied to ferrous metal and their alloys such as low carbon and high Carbon Steel non-ferrous metal and their alloy
Extrusion-
The plastic deformation process in which the material cost under places to go through one or more dies to produce a product of the desired configuration this process provided a practical forming method for producing a limitless variety of parallel shape to meet almost design requirements.
This process widely used in fabricating non-ferrous metal and their alloy, as well as a steel and other ferrous alloys, extrude easily.
Wire drawing-
Generally applied in cold working condition where is produced by the cold drawing process
in wire drawing process the wire is pulled through a conical die as shown in the figure they are always made by hardened as compared to wire material
Usually, they are made of diamond or carbide material
In a wire drawing due to the axial full length of wire is increased at cost of its diameter without losing much strength
In drawing reduction in which pass through a direct from 10% for steel and 40% for highly ductile material like mild steel
if the greater reduction in cross-section is required the wire is passed at a time through several dies.

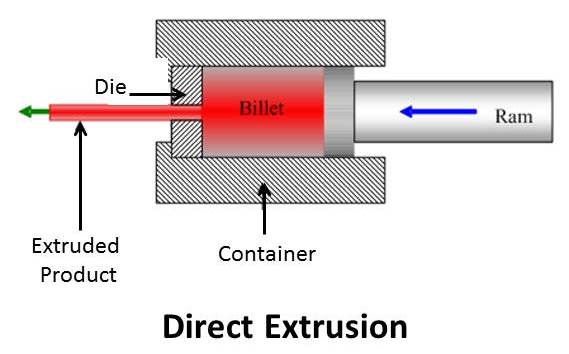
Extrusion
Extrusion is a metal forming process in which the shape of a raw material is converted from one shift into another shape by applying the direct compressive force at the entry section.
- It is a process of compressing the metal into a container third eye opening in extrusion process cross-section area reduces to produce the cylindrical tube hollow tube and irregularly shaped objects
- Mostly used to produce the non-ferrous and alloy
- The most important feature of extrusion is that grain flow of material is in the direction most suited to resist in past stress during the working condition of the part
- Metal that can be easily extruder aluminum and its alloys Copper and its alloys zinc, Tin and its alloys, magnesium and its alloys
- Extrusion process for particular material basically depend on the extrusion temperature extrusion speed and area of reduction
- The very high speed of extrusion causes the overheat which will finally lead to cracks
Some examples of extrusion- Pipe, gear blanks, shock absorber cylinder.
Advantage-
- Closer dimension tolerance
- The process is suitable for mass production
- Mostly non-ferrous and ferrous metal can be easily extruded
- The brittle material can also be excluded
- In some cases, it replaces the welding and machining of parts
- The difficult shape can be easily obtained by extrusion as compared to other processes
- Due to reduction metal has transferred internal cavity in that can be easily produced by using spider die
- Rodes can be produced from a metal having poor ductility
Limitations-
- The setup cost is very high
- die and tooling cost is very high not suitable for batch production
- less quantity speed of the process is slow as compared to rolling due to which the production rate is low
- For some kind of section size of Dye is limited process wastage is higher as compared to rolling
Type of extrusion
- Direct
- Indirect
- Hydrostatic
- Impact


 |
| indirect extrusion |
Defect of extrusion
- Extrusion defect
- Surface defect
- Internal defects
Extrusion defects
It is also known as pipe defect or the tailing defect and basically produced due to backflow of material pushing the end page of the built into the core of product it is responsible for a weekend the product and service layer is normally contaminated by oxides.
Remedy
It can be reduced by first machining the surface deforestation to eliminate the any rusting and impurities
Remedy
It can be reduced by first machining the surface deforestation to eliminate the any rusting and impurities
By modifying the floor pattern such as controlling friction and minimizing the temperature gradient
Surface defect
It happens due to the frictional high heat generally which increase the temperature of the object and due to high-temperature surface crack main generated
Reason
Due to the hot shortness
Remedy
It can be reduced by reducing the extrusion speed and temperature they occur especially in aluminum magnesium zinc and its alloys
It can be reduced by reducing the extrusion speed and temperature they occur especially in aluminum magnesium zinc and its alloys
Internal defect
They are also known as Centre cracking defect Centre bus arrowhead internal fracture and located at the center of an extruded part
Reason
PT due to impurities in the material
Remedy.
It can be reduced by changing the dangle as well as removing the impurities from the work material.







0 Comments
Thank for Visiting our site
we will Happy to see you here again